- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Lazeriu pjaustymo anglies plienas: bendrų iššūkių ir sprendimų sprendimas
2025-02-20
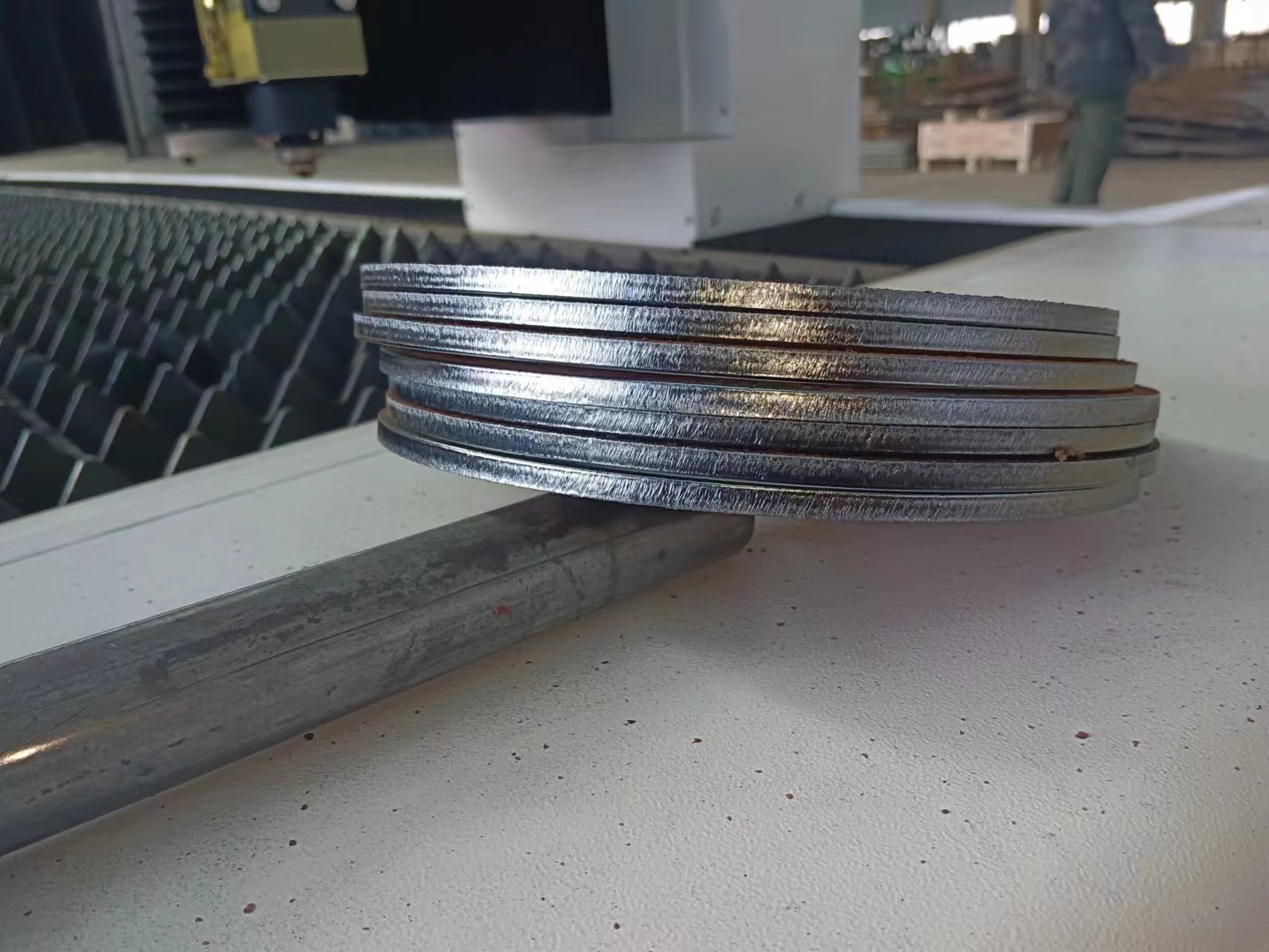
1. Straipsniai, grubus paviršius ir švilpimas apačioje
Priežastys:
Per didelis dujų slėgis: didelis dujų slėgis gali paveikti pjovimo kokybę, todėl susidaro grubus paviršius ir netgi susidarymas.
Lėtas pjovimo greitis: Dėl lėto pjovimo greičio lazerio pluoštas per ilgai liečiasi su metalo paviršiumi, todėl pjovimo srityje atsiranda per didelė šilumos koncentracija, o apačioje - nešvarumų.
Fokusavimas per didelis: netinkamai nustatytas aukšto fokusavimo taškas sukelia netolygų lazerio energijos pasiskirstymą, todėl apačioje susidaro grubus paviršius ir nešvarumų kaupimasis.
Sprendimas:
Sumažinkite dujų slėgį: sureguliuokite dujų slėgį, kad išvengtumėte per didelio slėgio, kuris gali sukelti grubius paviršius.
Padidinkite pjovimo greitį: padidinkite pjovimo greitį, kad lazerio spindulys greitai praeis pro medžiagą, neleidžiant perkaisti.
Sumažinkite fokusavimo tašką: sumažinkite fokusavimo tašką, kad lazerio energija būtų sutelkta į optimalią pjovimo vietą, sumažindami šilumos paveiktas zonas ir pagerinant pjovimo kokybę.

2. Sudegę kraštai ir pageltimas
Priežastys:
Fokusavimas per didelis: kai fokusavimo taškas yra per didelis, lazerio energija yra sutelkta į paviršių, todėl perkaitimas ir sukelia sudegusius kraštus bei pageltėjimą.
Dėl per didelio dujų slėgio: dėl didelio dujų slėgio lazerio pluoštas gali pataikyti į medžiagą netinkamu kampu, todėl perkaitimas ar oksidacija gali pagelsti.
Per didelė lazerio galia: Didelė lazerio galia gali per daug įkaisti medžiagos paviršių, sukeldamas deginimą ar spalvos pasikeitimą.
Sprendimas:
Sumažinkite fokusavimo tašką: sureguliuokite fokusą, kad lazerio energija būtų sutelkta būtent į pjovimo tašką, neleidžiant perkaisti.
Sumažinkite dujų slėgį: Sumažinus dujų slėgį, galima išvengti per didelio oro srauto, kuris trikdo pjovimo procesą ir sumažina oksidaciją.
Sumažinkite purkštuko skersmenį: sumažinant purkštuko skersmenį, dujų srautas yra koncentruotas, o tai padeda išvengti šilumos dispersijos ir sumažina sudegusių kraštų atsiradimą.
Sumažinkite lazerio galią: sumažinkite lazerio galią, kad išvengtumėte per didelio medžiagos paviršiaus kaitinimo, sumažindami sudegusių kraštų ar pageltinimo riziką.

3. Geros pjovimo kokybė viršuje, švilpimas apačioje
Priežastys:
Fokusavimas per didelis: aukšto fokusavimo taškas lemia nepakankamą lazerio pluošto įsiskverbimą, todėl apačioje yra nešvarus pjūvis ir nešvarumų formavimas.
Žemas dujų slėgis: nepakankamas dujų slėgis nesugeba efektyviai pašalinti išlydyto šlako, todėl apačioje atsiranda niūrumas.
Pjovimo greitis per greitai: greitas pjovimo greitis lemia lazerio pluoštą, praleidžiantį per mažai laiko medžiagai, užkertant kelią pakankamai šilumos, todėl apačioje neužbaigtas tirpimas ir nešvarių formavimas.
Sprendimas:
Sumažinkite pjovimo greitį: sumažinkite pjovimo greitį, kad lazerio spindulys ilgesnį laiką liktų ant medžiagos, užtikrindami pakankamai šlako pašalinimo.
Sumažinkite fokusavimo tašką: sureguliuokite fokusą, kad lazerio spindulys būtų efektyviau įsiskverbęs į medžiagą ir pagerina pjovimo kokybę apačioje.
Padidinkite dujų slėgį: Padidinkite dujų slėgį, kad pašalintumėte išlydytą šlaką, užkirsti kelią jo kaupimosi apačioje.
Bendras problemas, su kuriomis susiduria anglies plieno lazeriu, paprastai galima išspręsti reguliuojant pjovimo parametrus, tokius kaip dujų slėgis, fokusavimo taškas ir pjovimo greitis, taip pat optimizuojant įrangos konfigūraciją. Patobulinant šiuos parametrus, pjovimo kokybę galima sustiprinti, paviršiaus defektai sumažinami ir padidėjo bendras gamybos efektyvumas. Lazerio pjovimo įmonės turėtų pasirinkti tinkamus parametrus, atsižvelgiant į medžiagų charakteristikas ir konkrečius proceso reikalavimus, kad būtų pasiektos optimalaus pjovimo rezultatų.
Norėdami gauti daugiau informacijos apie lazerio pjovimo technologiją ar išspręsti konkrečias problemas, susisiekite su mūsų techninės pagalbos komanda. Mes esame įsipareigoję suteikti jums geriausią pagalbą.
Kontaktinė informacija:
Huawei lazeris
El. Paštas: huaweilaser2017@163.com
Svetainė: www.huawei-laser.com